Σε αυτό το άρθρο θα αναλύσουμε την διαδικασία υπολογισμού των συνθηκών κοπής για τα βασικά εργαλεία τόρνευσης. Εάν δεν έχετε διαβάσει το προηγούμενο άρθρο μας με την επεξήγηση και την επιλογή των συνθηκών κατεργασίας, μπορείτε να το διαβάσετε τώρα κάνοντας κλικ εδώ γιατί τα όσα θα αναφέρουμε σήμερα θα βασιστούν στις βασικές αρχές που αναφέρθηκαν σε αυτό.
Σε κάθε περίπτωση θα πρέπει να υπενθυμίσουμε την απλοποιημένη προσέγγιση στις κατεργασίες που ακολουθήσαμε την προηγούμενη φορά. Βάσει του βασικού μοντέλου του μηχανισμού αφαίρεσης υλικού τα δύο μεγέθη που μας ενδιαφέρουν ώστε να μπορούμε να υπολογίσουμε τις συνθήκες κοπής που θα προγραμματίσουμε στον κώδικα κοπής, δηλ. τις στροφές της ατράκτου (RPM) και την πρόωση του κοπτικού εργαλείου (mm/min), είναι η ταχύτητα κοπής (VC) και το αρχικό πάχος του αποβλίττου (t0). Για να γίνει κατανοητός ο υπολογισμός των συνθηκών κοπής που προγραμματίζονται στην τόρνευση, θα πρέπει να γίνει μία βασική σύνδεση μεταξύ του βασικού μοντέλου κατεργασίας με την γεωμετρία της κοπής κατά την τόρνευση.

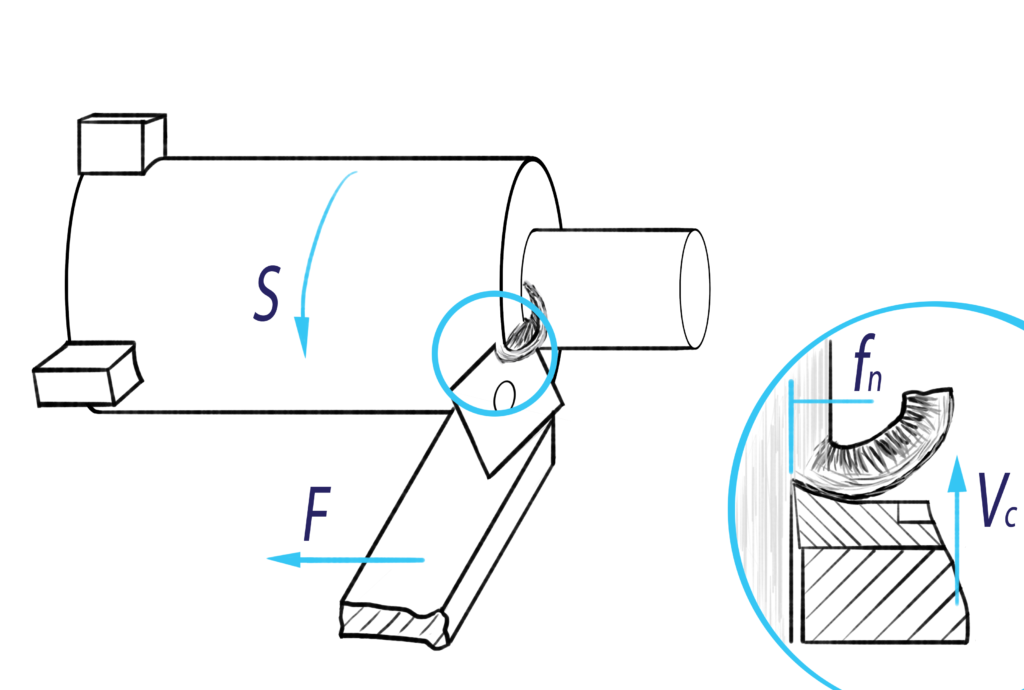
Η τόρνευση πραγματοποιείται εν γένει από κοπτικά εργαλεία που διαθέτουν μία βασική κοπτική ακμή η οποία παραμένει σταθερή ως προς την εργαλειομηχανή ενώ το τεμάχιο περιστρέφεται προσαρμοσμένο στην άτρακτο. Αυτό σημαίνει ότι η ταχύτητα κοπής που επιτρέπει στην κοπτική ακμή να αφαιρεί υλικό είναι αποτέλεσμα της σχετικής κίνησης της ακμής του κοπτικού εργαλείου ως προς το τεμάχιο λόγω της περιστροφής του περί του άξονα της ατράκτου. Κατανοώντας την σχετική κίνηση που λαμβάνει χώρα και παρατηρώντας από την σωστή οπτική γωνία την διαδικασία της αφαίρεσης του αποβλίττου κατά την τόρνευση, θα δούμε ότι μπορεί και αυτή να απλοποιηθεί ακολουθώντας το βασικό μοντέλο που έχει ήδη παρουσιαστεί. Οπότε γίνεται αντιληπτό ότι η ταχύτητα κοπής στο απλοποιημένο μοντέλο κοπής ταυτίζεται με την γραμμική ταχύτητα της κοπτικής ακμής του εργαλείου λόγω της σχετικής του κίνησης ως προς την περιστρεφόμενη επιφάνεια του τεμαχίου. Γι αυτό τον λόγο η ταχύτητα κοπής στην τόρνευση αναφέρεται συχνά και ως επιφανειακή ταχύτητα.
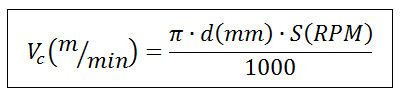
Βάσει των παραπάνω, μπορούμε να βρούμε την σχέση που συνδέει την περιστροφική κίνηση του τεμαχίου με την ταχύτητα κοπής που θα αναπτυχθεί στην ακμή του κοπτικού εργαλείου, δηλ. την σχέση που συνδέει την ταχύτητα κοπής του κοπτικού εργαλείου σε μία συγκεκριμένη διάμετρο κοπής με τις στροφές της ατράκτου (RPM) που θα προγραμματίσουμε. Έτσι, εάν γράψουμε την αντίστοιχη σχέση που προκύπτει από την μελέτη της απλής περιστροφικής κίνησης και στη συνέχεια μετατρέψουμε αντίστοιχα τις μονάδες παίρνουμε το εξής αποτέλεσμα:
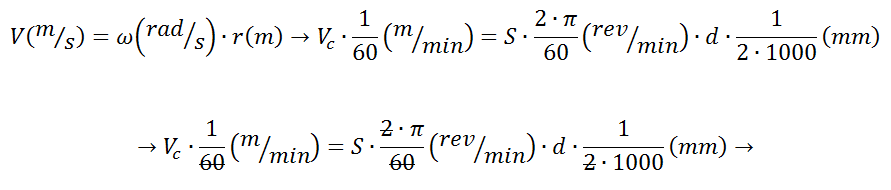
Όπου
S: η προγραμματιζόμενη ταχύτητα περιστροφής της ατράκτου σε RPM
VC: η ταχύτητα κοπής σε m⁄min, όπως προκύπτει από τον εκάστοτε συνδυασμό κοπτικού εργαλείου και υλικού τεμαχίου αλλά και όσων άλλων παραμέτρων έχουν αναφερθεί στο αντίστοιχο άρθρο (βλ. εδώ)
d: η τελική διάμετρος κατεργασίας του τεμαχίου σε mm
ή εάν λύσουμε τη σχέση ως προς την ταχύτητα περιστροφής της ατράκτου, παίρνουμε:

Από την παραπάνω σχέση φαίνεται ότι κάθε φορά που αλλάζει η διάμετρος κατεργασίας, θα πρέπει να αλλάζει και η ταχύτητα περιστροφής της ατράκτου. Αυτό είναι λογικό και απαραίτητο ώστε να διατηρήσουμε την ταχύτητα κοπής στα ενδεικνυόμενα επίπεδα και να επιτυγχάνουμε κοπές με σταθερή συμπεριφορά και αποτέλεσμα. Η ανάγκη για μεταβολή της ταχύτητας περιστροφής κάνει πολλές φορές αδύνατο τον εκ των προτέρων προγραμματισμό της, για παράδειγμα όταν η γεωμετρία του τεμαχίου είναι τέτοια όπου η διάμετρος αλλάζει διαρκώς κατά την κοπή. Για να προσπεραστεί αυτό το πρόβλημα, οι κατασκευαστές ελεγκτών CNC εργαλειομηχανών δίνουν την δυνατότητα απευθείας προγραμματισμού της ταχύτητας κοπής μέσω της διαδικασίας ενεργοποίησης της διατήρησης σταθερής επιφανειακής ταχύτητας – Constant Surface Speed (CSS). Έτσι, με την επιλογή αυτή ο ελεγκτής φροντίζει να αναπροσαρμόζει την ταχύτητα περιστροφής της ατράκτου όσο αλλάζει η ενεργή διάμετρος κοπής.
Η λογική του προγραμματισμού για την ενεργοποίηση της επιλογής διατήρησης της επιφανειακής ταχύτητας θα γίνει θέμα σε κάποιο μελλοντικό άρθρο.
Το δεύτερο μέγεθος που πρέπει να προγραμματιστεί για να υπάρξει κατεργασία είναι η πρόωση του κοπτικού εργαλείου (F). Η πρόωση στην τόρνευση αφορά την ταχύτητα πρόωσης του κοπτικού εργαλείου ως προς την επιφάνεια του τεμαχίου και προγραμματίζεται είτε σε mm/min είτε σε mm/rev.
Εάν παρατηρήσουμε την γεωμετρία της κοπής, θα δούμε ότι καθώς το εργαλείο πραγματοποιεί την κοπή, το απόβλιττο με αρχικό πάχος fz αφαιρείται από το τεμάχιο λόγω της σχετικής κίνησης του κοπτικού εργαλείου ως προς το περιστρεφόμενο τεμάχιο. Το αρχικό πάχος αυτό συμπίπτει με το αρχικό πάχος του αποβλίττου όπως αυτό είχε οριστεί στο απλοποιημένο μοντέλο της κοπής t0 και είναι ίσο με την απόσταση που προωθείται το κοπτικό εργαλείο σε κάθε περιστροφή του τεμαχίου.
Οπότε η επιλογή του προγραμματισμού της πρόωσης σε mm/rev σημαίνει ότι ο ορισμός της ταυτίζεται με το αρχικό πάχος του αποβλίττου όπως αυτή δίνεται κατευθείαν από τους κατασκευαστές κοπτικών εργαλείων. Θα πρέπει όμως να δίνεται προσοχή διότι σε αυτή την περίπτωση η πρόωση του εργαλείου είναι αλληλένδετη με την περιστροφή της ατράκτου. Αυτό πρακτικά σημαίνει ότι χωρίς να υφίσταται περιστροφή της ατράκτου, δεν μπορεί να υπάρχει πραγματική πρόωση του εργαλείου ανεξάρτητα από την όποια προγραμματισμένη πρόωση σε mm/rev.
Η πρόωση ανά περιστροφή του τεμαχίου εμπίπτει σε όλους τους περιορισμούς που αναφέρθηκαν για το αρχικό πάχος του αποβλίττου στο προηγούμενο άρθρο και θα πρέπει να φροντίζει ο προγραμματιστής να μην υπερβαίνει τα αποδεκτά όρια.
Για τον προγραμματισμό της πρόωσης του κοπτικού εργαλείου σε mm/min θα πρέπει να γίνει ο αντίστοιχος υπολογισμός που πρακτικά είναι το γινόμενο της πρόωσης ανά περιστροφή με τον αριθμό των περιστροφών ανά λεπτό.

Όπου:
F: η προγραμματιζόμενη ταχύτητα πρόωσης σε mm⁄min
fn: η πρόωση ανά περιστροφή του τεμαχίου σε mm⁄rev
S: η προγραμματιζόμενη ταχύτητα περιστροφής της ατράκτου σε RPM
Ανάλογα την κατεργασία που έχουμε να φέρουμε εις πέρας κάθε φορά, επιλέγουμε το κοπτικό εργαλείο που μπορεί να ανταπεξέλθει με τον καλύτερο και πιο αποδοτικό τρόπο στις απαιτήσεις μας. Όταν επιλέγουμε ένα κοπτικό εργαλείο, ο εκάστοτε κατασκευαστής μας προτείνει πάντα τις δύο βασικές παραμέτρους της κοπής, δηλ. την ταχύτητα κοπής και την πρόωση ανά περιστροφή, και εμείς θα πρέπει να υπολογίζουμε τις καταλληλότερες προγραμματιζόμενες παραμέτρους με χρήση των παραπάνω τύπων.
Ένας κοινός προβληματισμός έγκειται στο γεγονός ότι οι κατασκευαστές δίνουν σχετικά μεγάλα εύρη τιμών τόσο για την ταχύτητα κοπής όσο και για την πρόωση ανά περιστροφή του τεμαχίου. Οπότε το ερώτημα που προκύπτει είναι: ποιες τιμές είναι πιο κατάλληλες για την κατεργασία; Αυτό είναι ένα ερώτημα που θα το απαντήσουμε σε επόμενα άρθρα όπου θα έχουμε αναπτύξει σε μεγαλύτερο βάθος και θα έχουμε κατανοήσει καλύτερα τις παραμέτρους που υπεισέρχονται στις κοπές καθώς και το πως αυτές επηρεάζουν την επιλογή των καταλληλότερων συνθηκών.
Τέλος, θα πρέπει να επισημανθεί ότι για την διευκόλυνση του υπολογισμού των προγραμματιζόμενων συνθηκών κοπής υπάρχουν στην αγορά υπολογιστές τσέπης που έχουν ενσωματωμένες τις παραπάνω σχέσεις στην μνήμη τους. Επίσης, υπάρχουν αμέτρητες εφαρμογές για smartphones που μπορούν να υπολογίσουν τις συνθήκες κοπής λύνοντας τους αντίστοιχους τύπους.
Προσωπική επιλογή αποτελεί η εφαρμογή MechTab η οποία είναι δωρεάν και είναι διαθέσιμη τόσο για Android phones όσο και για iPhones.
Εάν δεν θέλετε να χάνετε τα άρθρα μας, εγγραφείτε στο newsletter μας και θα σας ενημερώνουμε για να νέα άρθρα που θα αναρτούμε καθώς και για τις επόμενες διοργανώσεις των σεμιναρίων προγραμματισμού CNC εργαλειομηχανών.
Για οποιαδήποτε απορία ή πρόβλημα έχετε σχετικά με τις κατεργασίες και τον προγραμματισμό CNC εργαλειομηχανών θα χαρούμε να σας βοηθήσουμε να βρείτε την καλύτερη δυνατή λύση!