
The most common problem that has to be overcome by anyone who is actively involved to the machining of parts and components is the selection of the optimal machining parameters for the successful completion of a given job. Every time a new tool is selected or a new material is to be machined with a given cutting tool, the most appropriate machining parameters have to be calculated. Next, the basic concerns regarding the selection of the optimum machining parameters will be presented and they will be thoroughly analyzed in the following articles for the most common milling and turning machining processes.
The selection of the most appropriate machining parameters for a given application depends on factors such as:
- the cutting tool and its geometry,
- the length of the tool that lies outside of the holder,
- the material of the workpiece,
- the size of the workpiece,
- the sturdiness of the machine tool,
- the capabilities and the restrictions of the machine tool,
- the cooling and the lubrication of the machining area,
- the removal of the chips during the machining process,
- the machining requirements for each component that is to be machined (ie productivity, surface requirements, dimensional and geometrical accuracy etc.)
and any other parameter that is capable of influencing the machining process.
The programmer/machinist should be capable of combining all the possible parameters that influence the machining processes so as to select the optimum machining parameters and get best possible results. The manufacturers of cutting tools provide the values of the basic machining parameters for the common material categories and spindle speed (RPM) and feed (mm/min) have to be calculated based on these parameters.
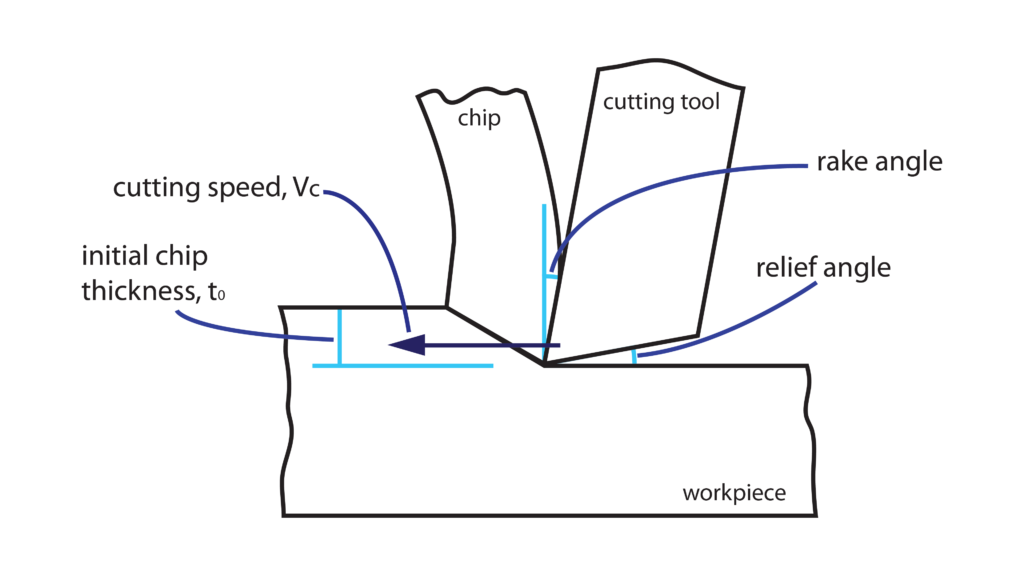
Before talking about the calculation and final selection of machining parameters, we should take some time to understand the basics of chip formation. Thus, the basic 2D orthogonal Cutting Model is to be presented so as to connect the theory with the basic parameters that are provided by the cutting tools manufacturers.
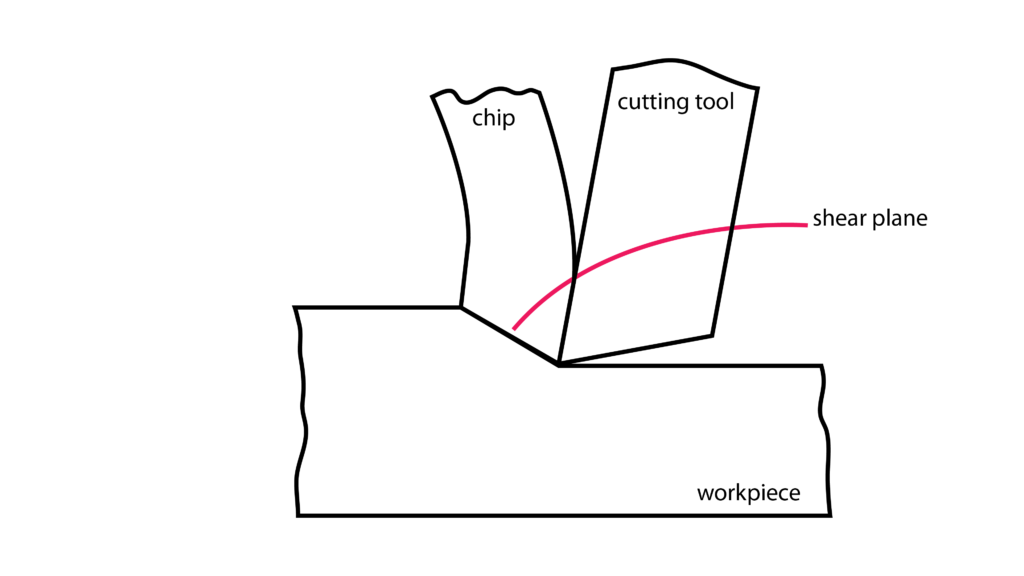
In order to better understand the chip formation mechanism, we should realize that chip removal is in fact the result of the material failure when subjected to the high shear stresses that are developed due to the enforced movement of the tool against the workpiece. The excessive shear stresses, which are developed during cutting, overload a region called “the shear zone” and this is where the chip formation initiates. The shear zone lies along a slant plane and that is why the final thickness of the chip is greater than the initial (ie undeformed) chip thickness.
The geometry and the material of the cutting tool and the material of the workpiece influence:
- the relative velocity between the cutting tool and the workpiece so as to ensure the flawless chip formation and the required surface quality, and
- the initial chip thickness that can be removed by the workpiece using the cutting tool in scope without damaging it.
This means that every cutting tool can perform optimally on a given range of cutting speeds respecting the material of the workpiece and remove limited initial chip thickness.
Cutting speed that is lower than the required for a given application leads to machining issues such as inferior surface quality and dimensional inaccuracies. This is a common result of the formation of built-up edge when cutting speed is lower than the recommended for the combination of the used cutting tool and the machined material (see video). Built-up edge actively changes the geometry of tool’s cutting edge during machining and this affects both the surface quality and the dimensional accuracy. Also, built-up edge formation is not a stable phenomenon which implies that the actual cutting edge geometry can change during the machining and affect the quality of the machined part.
On the contrary, cutting speed that is higher than the recommended range for a given application leads to the ineffective dissipation of heat that is produced due to the friction and chip deformation during machining. This result to premature failure of cutting tools as the life expectancy of a given cutting tool is exponentially related to the cutting speed.
Initial chip thickness values should also be restricted within a recommended range for a specific machining application as increasing the initial chip thickness can lead to tool overload and thus its failure.
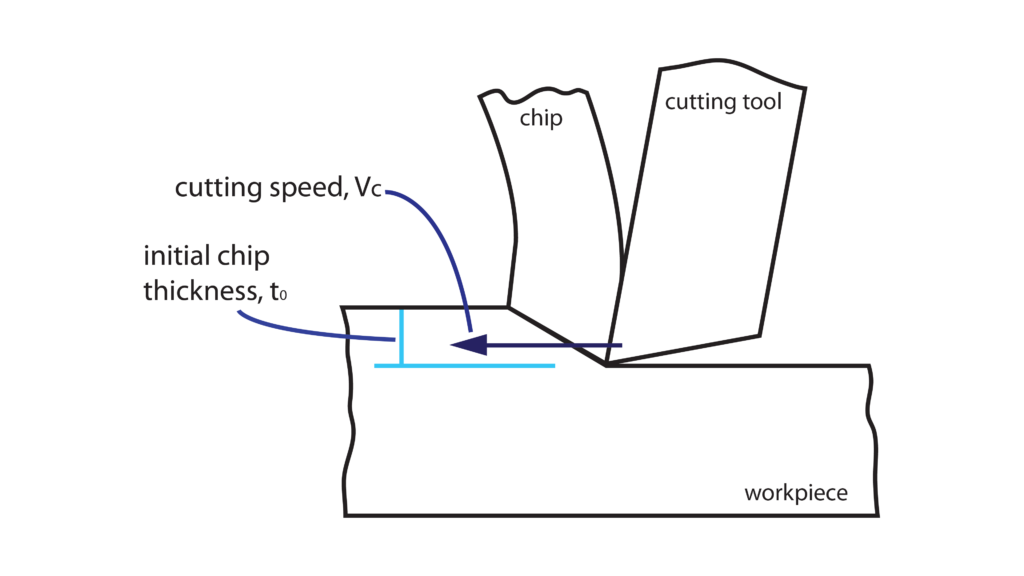
Finally, every machining operation can be simplified by assuming that a wedged cutting tool moves against the workpiece by a given cutting speed, Vc, and removes material forming a chip with initial thickness t0. These are the basic parameters that are given by the cutting tool manufacturers so as to calculate the machining parameters (speeds-feeds) for every machining process – milling or turning.
In the following articles we are going to discuss the application of these parameters on the two most common machining processes, ie milling and turning, and the calculation of the spindle speed (RPM) and the federate of the cutting tool (mm/min).
Subscribe to our newsletter, if you liked this article and want to stay tuned with us and get informed about the release of our upcoming articles.
Also, do not hesitate to contact us if you have any inquire or problem regarding the machining application of the programming of machine tools and we will try to give you the best possible solution!