This article is to analyse the basics of milling strategies and more specifically the two variants of peripheral milling. Thus, conventional and climb milling strategies are to be discussed and their pros and cons will be explained so as to make clear when it is better to use the one or the other. It has to be underlined that everything that is to be mentioned refers to peripheral milling.
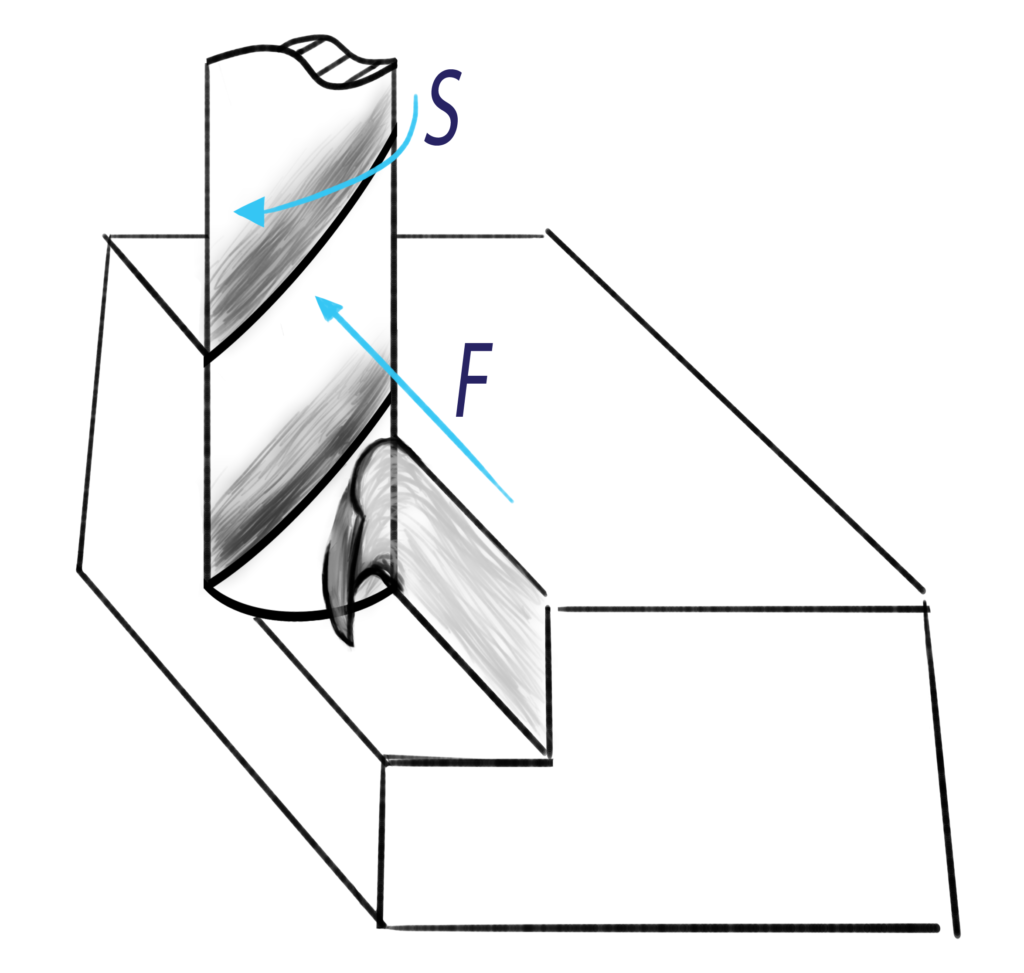
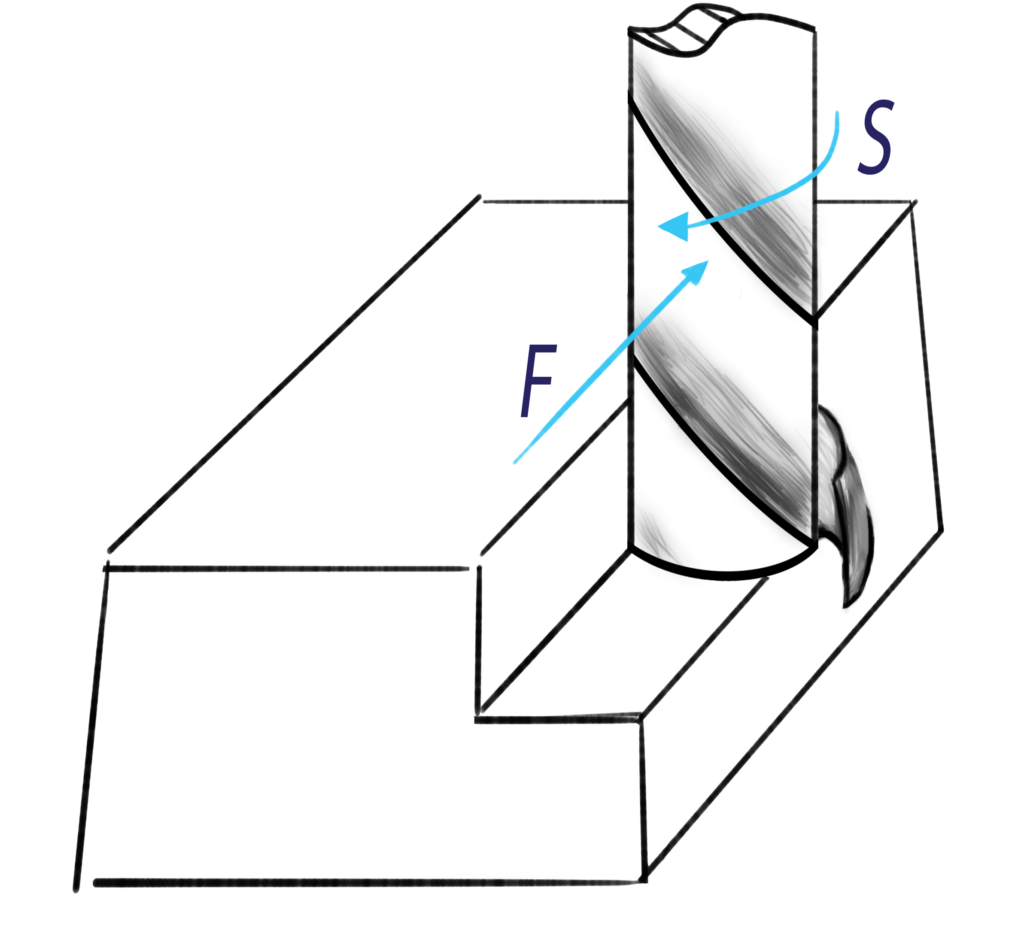
Peripheral milling is considered to be done when the cutting tool removes stock material while being fed in a direction that is perpendicular to its axis of revolution. The way that the rotating tool engages with the stock material and forms the chip is directly related with the machining process and its results. Thus, there are two different strategies for conducting a peripheral milling, namely conventional and climb milling. Next, the advantages and disadvantages of each strategy are to be discussed and analysed.
Conventional Milling
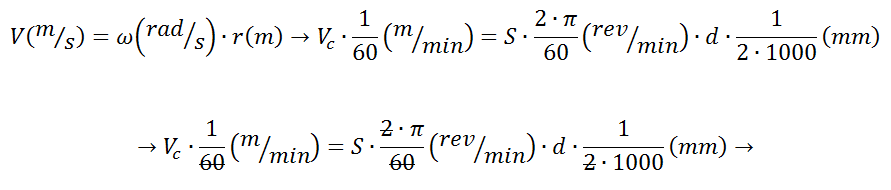
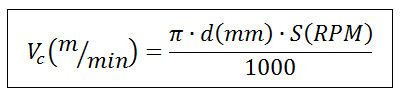
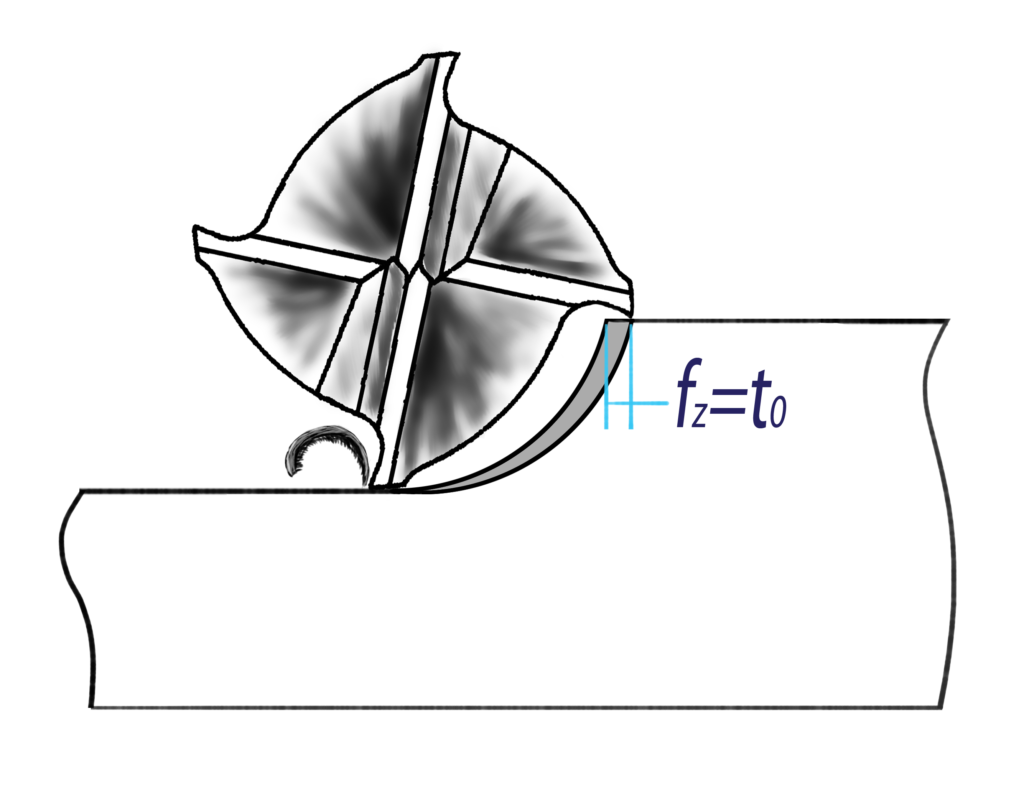
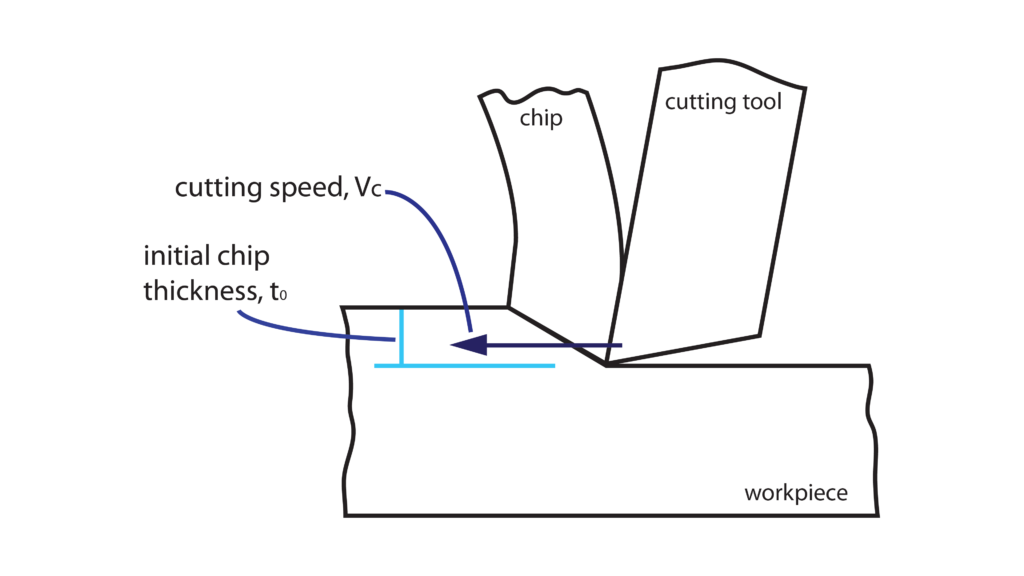
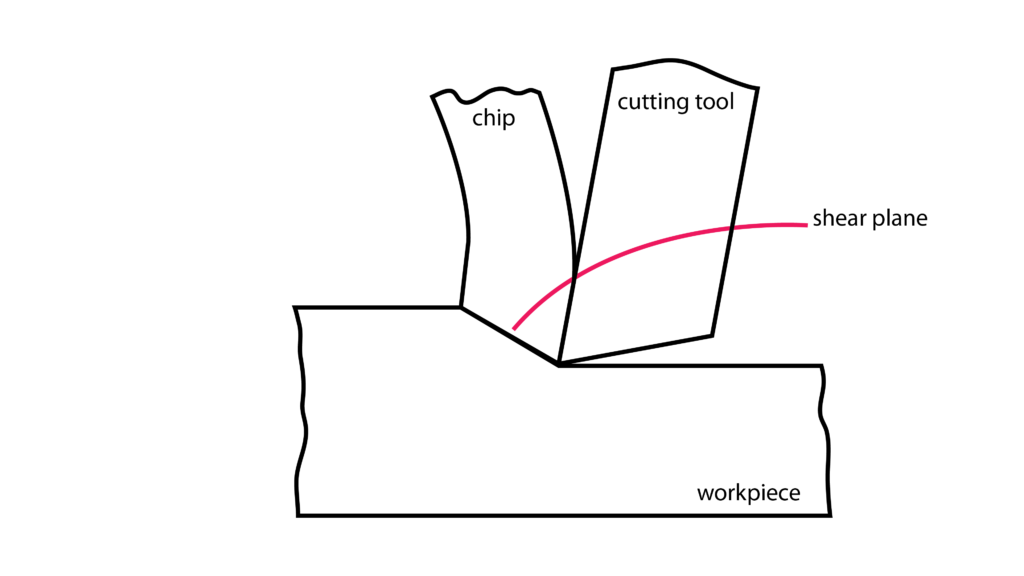
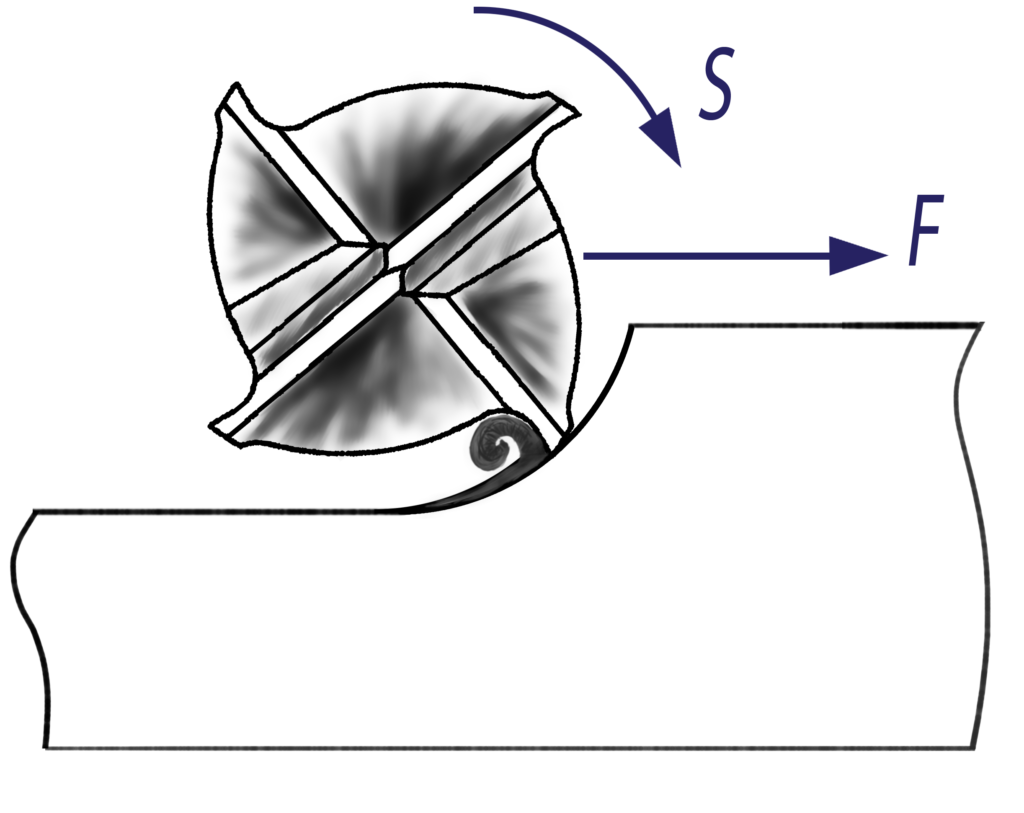
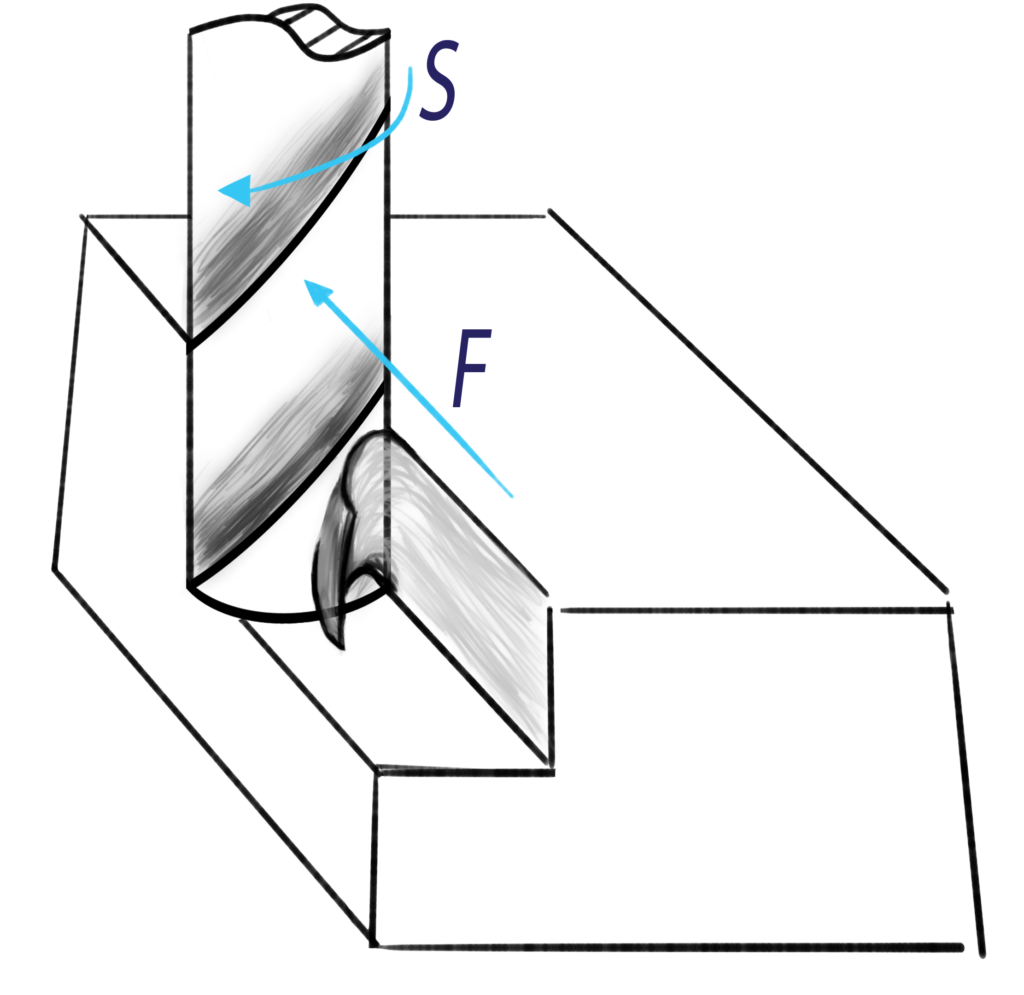
Conventional milling is defined as the machining approach that the vector of the cutting speed has the opposite direction of the workpiece’s relative motion against the tool’s axis of rotation. In that case the cutting tool engages with the workpiece at the maximum width of cut and the chip formation continues up to the unmachined workpiece surface. This indicates that the initial chip thickness, as it has been analysed on previous articles, starts at zero thickness and gradually thickens until it is equal to the feed per tooth of the cutting tool which can be calculated by the active feedrate and the spindle speed.
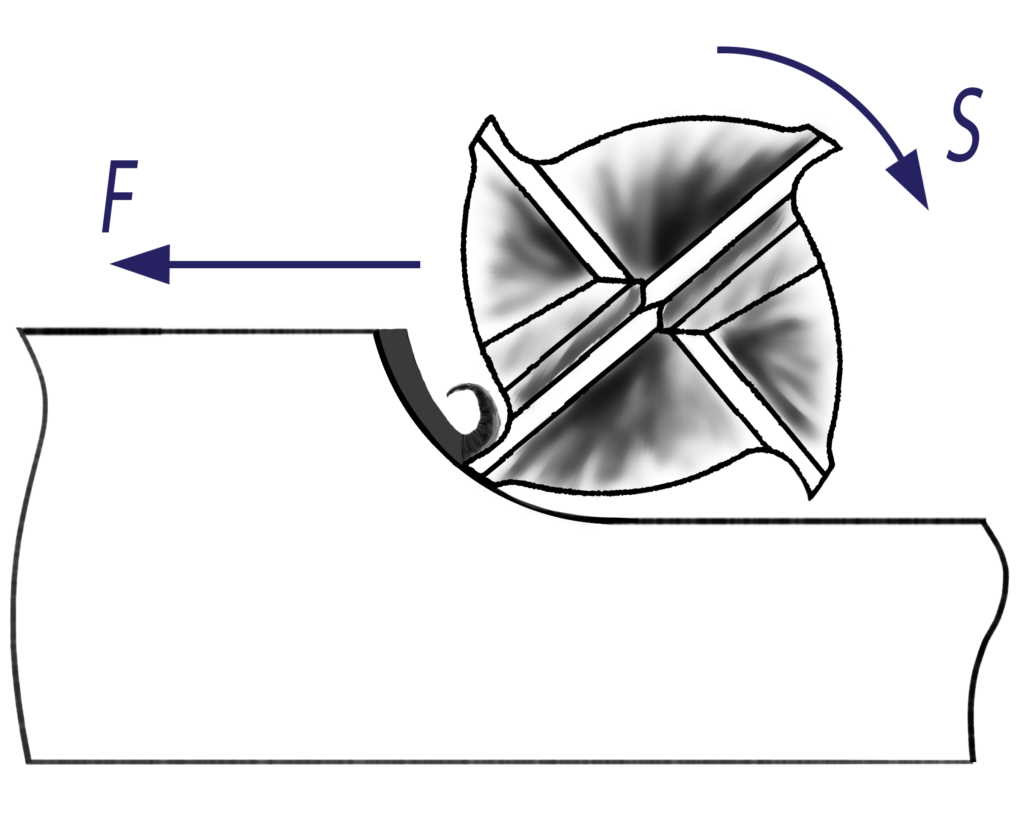
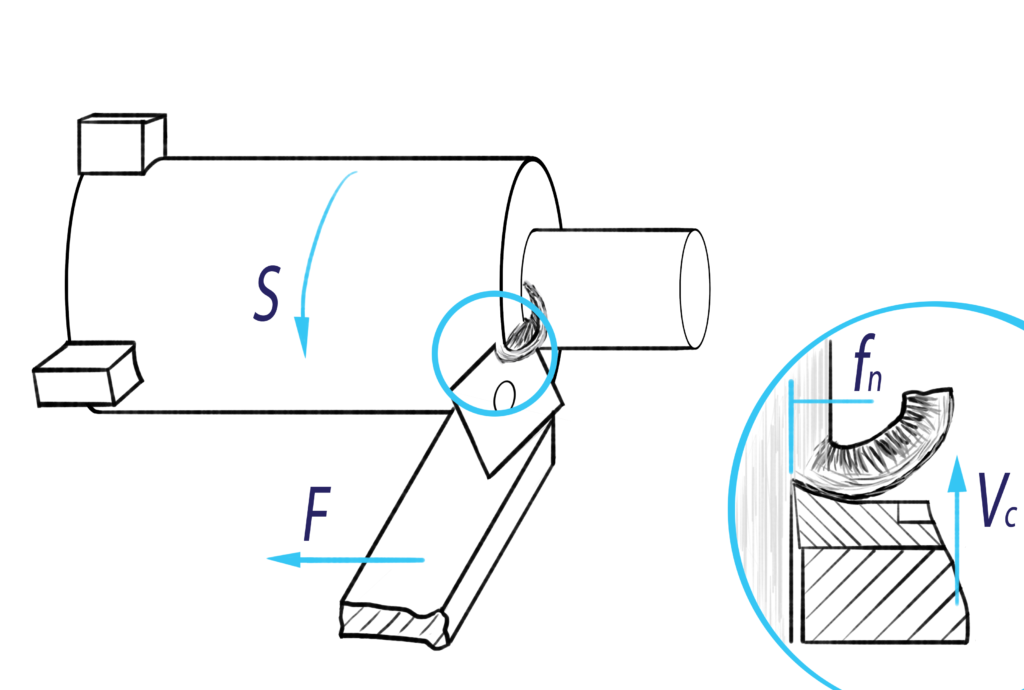
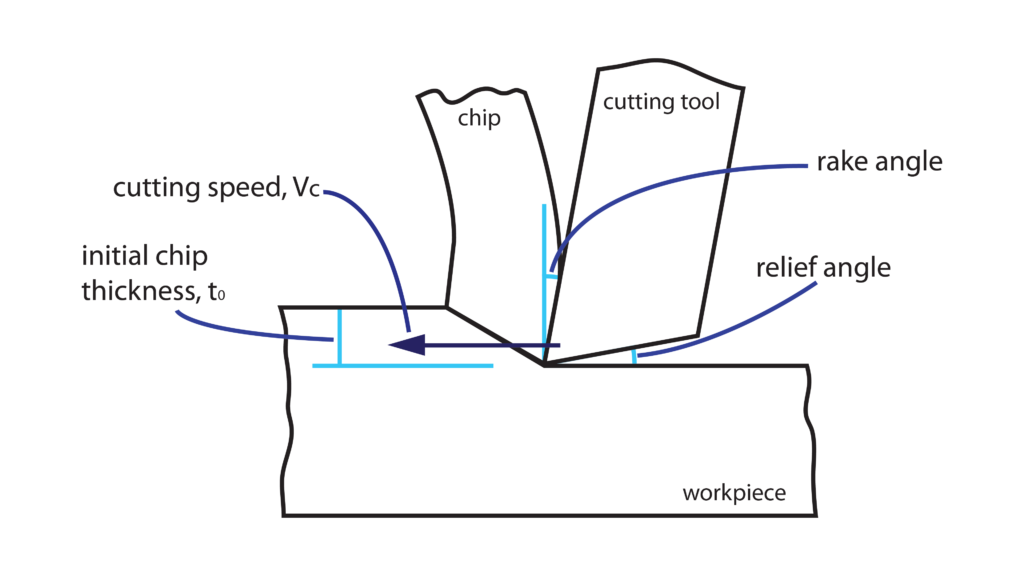
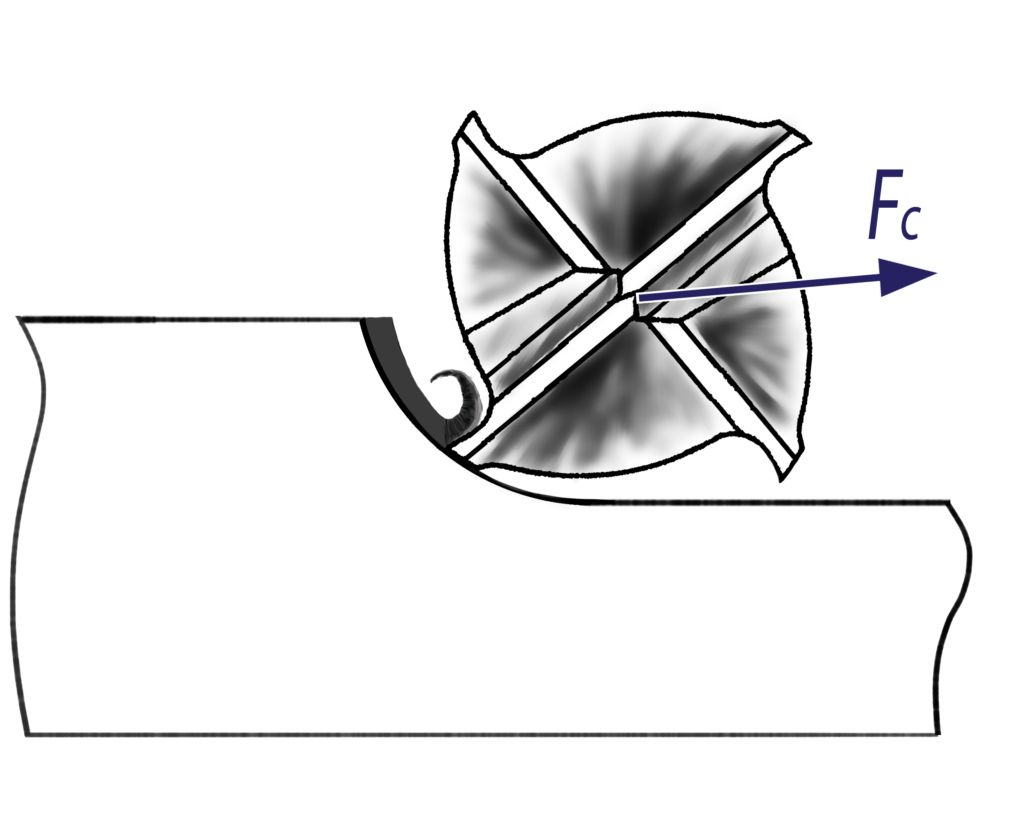
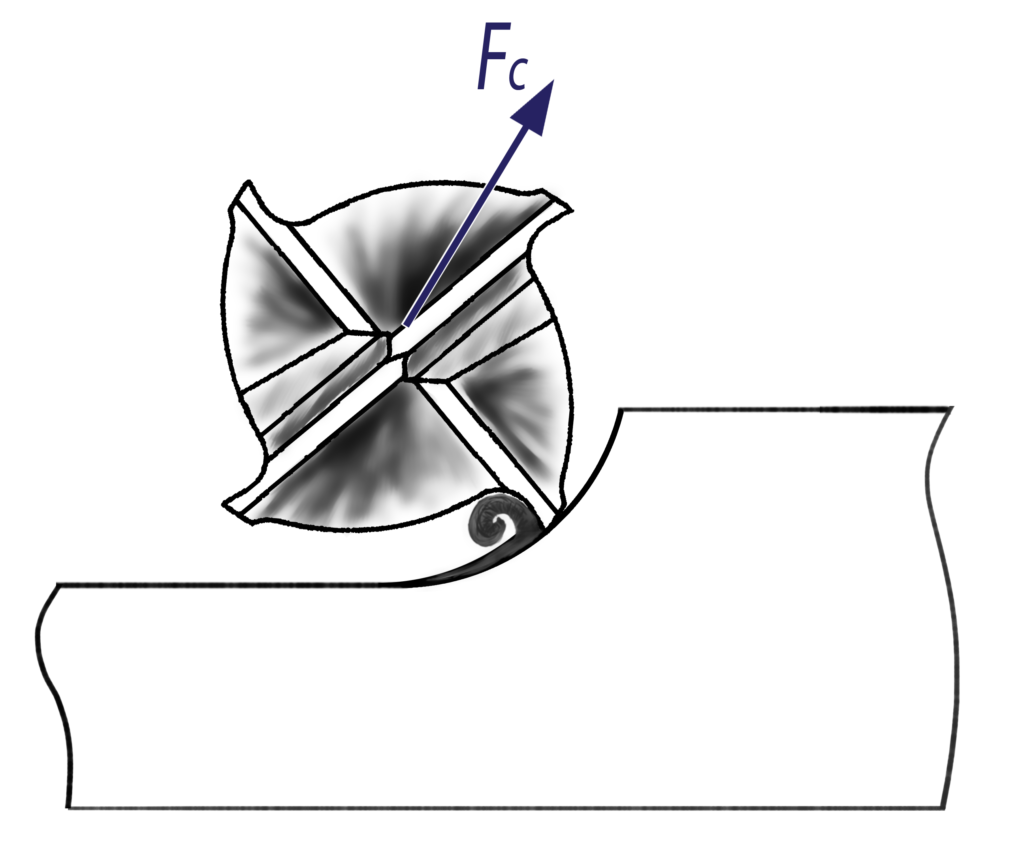
Moreover, this results to the initial rubbing of the cutting tool edges with the material surface until the initial chip thickness is adequate so as to initiate the chip formation process. Also, at the initial stage where the tool edges rub against the workpiece without forming chips, the surface of the workpiece is deformed which can lead to work hardening. Additionally, the elastic recovery of the deformed surface may lead to the violation of the dimensional accuracy of the machining process. However, conventional milling tends to load the tool with forces that are almost parallel to the cutting surface which results to better geometric accuracy. Also, is has to be mentioned that the cutting forces (FC) tend to pull the workpiece towards the axis of the cutting tool which may arise possible issues regarding the work fixturing, ie when surface milling is conducted utilizing horizontal milling machines.
Moreover, a basic characteristic of conventional milling is that the produced chips are pushed in front of the tool and so they tend to interfere with the chip removal process. This results to inferior surface quality of the final machined product due to the poor chip evacuation.
The last well known characteristic of the conventional milling is that the machining procedure is not affected by the machine tool backlash. It has to be mentioned that this machining strategy is called conventional because it is the best fit for old conventional machine tools that has significant axes backlash. It is the direction of the cutting forces that “push” the workpiece towards the same direction that the backlash is being compensated.

Climb Milling
Climb milling is defined as the machining approach that the vector of the cutting speed has the same direction of the workpiece’s relative motion against the tool’s axis of rotation. In that case the cutting tool engages with the surface of the workpiece and continues until the maximum width of cut. This indicates that the initial chip thickness, as it has been analysed on previous articles, starts at the nominal value of the feed per tooth of the cutting tool which can be calculated by the active feedrate and the spindle speed and gradually gets thinner until it becomes equal to zero.
The general direction of the cutting force during climb milling is almost vertical to the machined surface which means that the cutting tools tend to deform out of the machining plane. This may result to poor geometric accuracy of the machined parts that may lead to parts that are out of tolerances. Also, given the general direction of the cutting force it can be stated that during the surface milling of parts on horizontal milling machines, parts are pushed towards the table of the machine tool and this may allow the simplification of the fixturing system. Moreover, the chips that are formed during climb milling are pushed to the opposite direction of tool’s feed and this allows better chip evacuation eliminating the risk of chip remachining and so it produces better surface quality.
Also, it has to be underlined that climb milling is not recommended when machine tools with significant axes backlash are utilized as the cutting forces tend to “push” the workpiece towards the opposite direction that the backlash is being compensated. The application of climb milling on machine tools that are suffer from notable backlash may induce vibrations to the machining procedure that significantly reduce the life of the cutting tools.

Conventional or Climb Milling?
This question is impossible to be answered directly as there are special machining occasions that one strategy can give better results than the other. Thus, the two strategies will be compared and we will try to clarify when is better to utilize each one.
First of all it has to be underlined that regarding the generality of the machining cases, climb milling is usually capable of giving results that are superior to the conventional milling due to the reasons that are analysed next.
During climb milling the cutting tools are directly initiate the chip formation process because the cutting edges engage with the unmachined surface of the part, while in conventional milling they tend to rub against the machined surface until the initial chip thickness is adequately thick to initiate the chip formation process. This results to better tool life expectancy as the cutting edges do not rub before the chip formation. Also, for the same reason no work hardening of the machined surface is possible and the produced parts are characterized by better dimensional accuracy. Moreover the heat that is produced due to the chip formation during the climb milling tends to be better transferred to the generated chips. On the other hand, during conventional milling more generated heat is transferred to the workpiece compared to the climb milling strategy. This combined with everything that has been already mentioned regarding the initial rubbing of the tool against the part surface, result to the higher probability of dimensional inaccuracies. Additionally, these facts indicate that the machine tool energy requirements are lower for the climb milling process. Finally, the produced surface is better than the one produced by conventional milling due to the more effective chip evacuation during the climb milling.
Nevertheless, there are some noteworthy cases that conventional milling can give better results than climb milling. Thus, whenever surface hardened workpieces are to be machined conventional milling should be utilized as according to the basic kinematics of this strategy the cutting edge initiates the chip formation bellow the part’s surface and so the edge do not engage directly with the hardened surface. Also, whenever higher geometric accuracies are required, conventional milling should be utilized at least for the finishing passes as the cutting forces are almost parallel to the feed of the cutting tool which means that the cutting forces do not have great impact to the geometric accuracy of the machining operations. Moreover, for the same reason conventional milling can be beneficial for the machining of thin walled parts as the cutting forces do not lead to great deflection of the workpiece’s thin walls. Finally, conventional milling is almost the only selection when machining is performed utilizing machine tools with significant axes backlash.
To sum up, climb milling is the way to go for the majority of the machining cases as it has more pros than cons. However, we also have to think about the advantages of the conventional milling and utilize it whenever it can provide us with better machining results.
Generally, a suggested machining strategy, that can give very good results considering both the geometric and dimensional accuracies of the machining process, is to utilize the climb milling strategy for the roughing and finishing operations and then to repeat the finishing step by using the conventional milling strategy (or utilizing the climb milling strategy for the roughing and semi-finishing operations and then finishing by using the conventional milling strategy). However, you have to be careful as this strategy can give workpieces that are out of tolerances if the backlash is not properly compensated.
If you want you read more about the cutting forces direction and the deflection of both the cutting tool and the part, you can check the following reference:
If you want to stay updated and get informed for our upcoming articles, you can subscribe to our newsletter and we will keep you informed about our new articles and our activities.
Also, do not hesitate to contact us for every question or problem regarding the CNC machining and programming and we will be happy to help you find the best possible solution!