Το πιο συχνό πρόβλημα που καλείται να αντιμετωπίσει όποιος εμπλέκεται με τις μηχανουργικές κατεργασίες είναι η επιλογή των βέλτιστων συνθηκών κοπής για την εκτέλεση μιας εργασίας. Κάθε φορά που χρησιμοποιείται ένα καινούριο εργαλείο ή κάθε φορά που χρησιμοποιείται ένα υπάρχον εργαλείο σε διαφορετικό υλικό, θα πρέπει να υπολογίζονται και να επιλέγονται εκ νέου οι πιο κατάλληλες συνθήκες κοπής. Στη συνέχεια θα εξηγήσουμε τις βασικές έννοιες που θεωρητικά εμπλέκονται στην επιλογή των κατάλληλων συνθηκών ώστε στα επόμενα άρθρα να εμβαθύνουμε στην επιλογή συνθηκών για τα συνήθη κοπτικά εργαλεία σε φρέζες και τόρνους.
Η επιλογή των καταλληλότερων συνθηκών κοπής για μία εργασία, εξαρτάται από παράγοντες όπως:
- το κοπτικό εργαλείο και την γεωμετρία κοπής που το διέπει,
- το ελεύθερο μήκος του κοπτικού,
- το κατεργαζόμενο υλικό,
- το μέγεθος του τεμαχίου,
- την στιβαρότητα της συγκράτησης,
- τις δυνατότητες και τους περιορισμούς της εργαλειομηχανής,
- την λίπανση/ψύξη στην περιοχή της κοπής,
- την απομάκρυνση των αποβλίττων,
- τις απαιτήσεις της μηχανουργικής εργασίας που έχουμε αναλάβει (πχ παραγωγικότητα, απαιτούμενη επιφάνεια, ζητούμενη ακρίβεια κτλ)
και όποιο άλλο παράγοντα μπορεί εν δυνάμει να εισάγει περιορισμούς ή να επηρεάσει το αποτέλεσμα της κατεργασίας μας.
Ο προγραμματιστής/μηχανουργός θα πρέπει να μπορεί να συνδυάζει όλους τους πιθανούς παράγοντες επιρροής ώστε να επιλέγει τις βέλτιστες συνθήκες για την εκάστοτε κατεργασία και να καταλήγει στο καλύτερο δυνατό αποτέλεσμα. Οι κατασκευαστές κοπτικών εργαλείων παρέχουν τις τιμές των βασικών παραμέτρων για τον υπολογισμό των αρχικών τιμών των συνθηκών κοπής για τις πιο κοινές κατηγορίες υλικών, και βάσει αυτών θα πρέπει να υπολογίζονται οι στροφές της ατράκτου (RPM) και η πρόωση του κοπτικού εργαλείου (mm/min).
Πριν ασχοληθούμε με τον υπολογισμό και την επιλογή των συνθηκών κοπής θα πρέπει να αφιερώσουμε λίγο χρόνο για να κατανοήσουμε τις βασικές θεωρητικές έννοιες της κοπής. Έτσι, αρχικά θα μελετήσουμε το πιο βασικό και απλοποιημένα δισδιάστατο μοντέλο κοπής ώστε στη συνέχεια να συνδέσουμε την θεωρία με τις βασικές παραμέτρους που μας παρέχονται από τους κατασκευαστές κοπτικών εργαλείων.
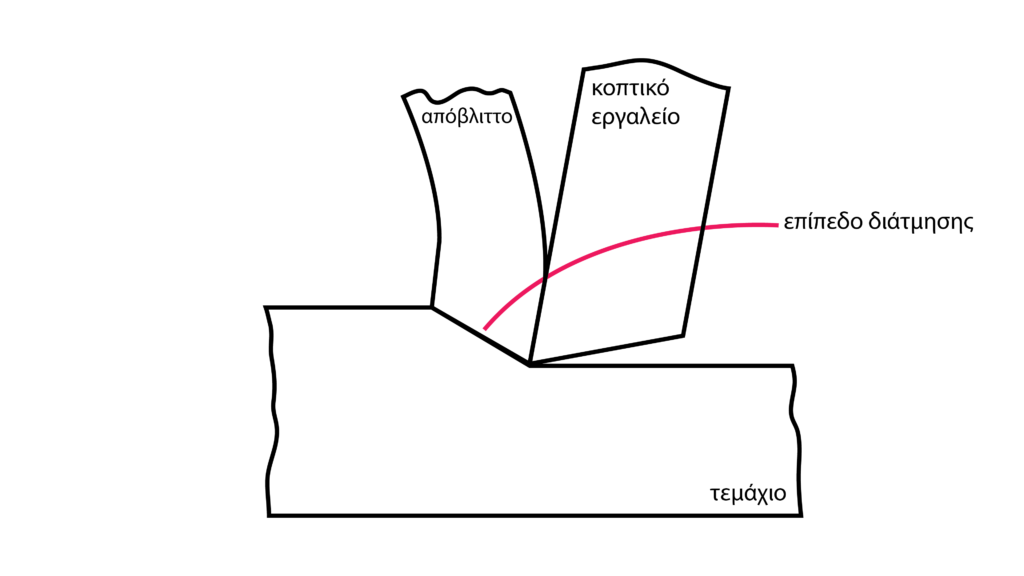
Για να κατανοήσουμε καλύτερα τον μηχανισμό της κοπής, θα πρέπει να γίνει αντιληπτό ότι η αφαίρεση του αποβλίττου είναι ουσιαστικά αποτέλεσμα της αστοχίας του υλικού του τεμαχίου εξαιτίας των ισχυρών διατμητικών τάσεων που αναπτύσσονται κατά την εξαναγκασμένη σχετική κίνηση του κοπτικού εργαλείου ως προς το τεμάχιο. Οι διατμητικές τάσεις αναγκάζουν το υλικό του τεμαχίου να αστοχήσει κατά μήκος μιας περιοχής διάτμησης ή πιο απλοποιημένα ενός επιπέδου διάτμησης το οποίο λόγω του προσανατολισμού του έχει ως αποτέλεσμα να παράγεται απόβλιττο με τελικό πάχος μεγαλύτερο από ότι το αρχικό.
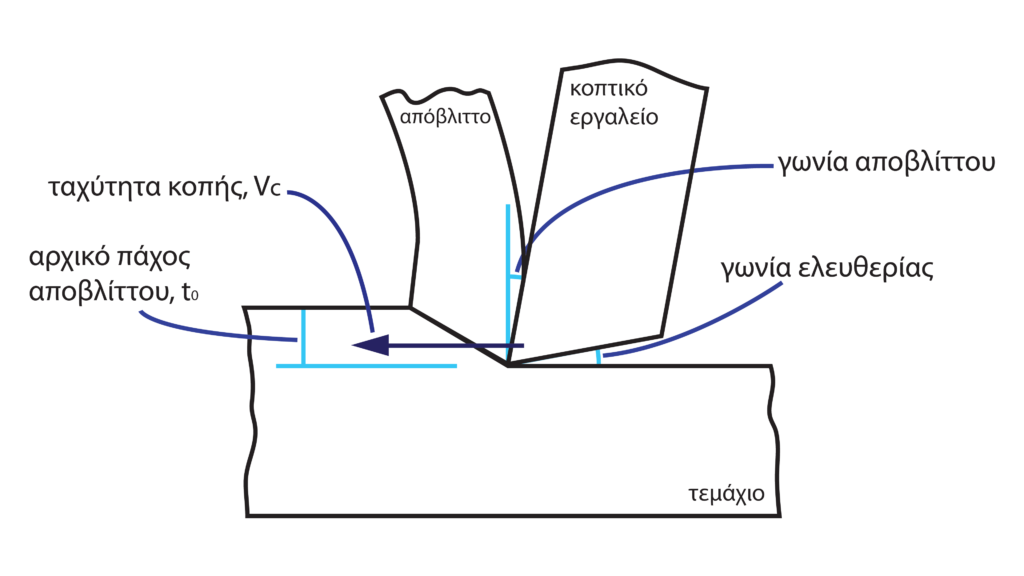
Ο συνδυασμός της γεωμετρίας του κοπτικού εργαλείου σε συνδυασμό με το υλικό του και το υλικό του τεμαχίου, καθορίζουν:
- την ταχύτητα με την οποία πρέπει να κινηθεί ως προς το τεμάχιο ώστε να εξασφαλίζεται η κοπή και παράλληλα να παράγεται αποδεκτή επιφανειακή ποιότητα, και
- το αρχικό πάχος του αποβλίττου που μπορεί να αφαιρεθεί χωρίς να κινδυνεύει να αστοχίσει το κοπτικό εργαλείο.

Αυτό έχει ως αποτέλεσμα κάθε δεδομένο κοπτικό εργαλείο να μπορεί να πραγματοποιήσει αφαίρεση υλικού σε συγκεκριμένο εύρος ταχυτήτων κοπής για κάθε κατεργαζόμενο υλικό, καθώς και να αφαιρέσει περιορισμένο αρχικό πάχος αποβλίττου.
Εάν η ταχύτητα κοπής είναι μικρότερη των επιτρεπτών ορίων, τότε η κοπή δεν είναι βέλτιστη και η επιφάνεια που παράγεται είναι ποιοτικά κατώτερη. Αυτό οφείλεται συνήθως στο ότι όταν η ταχύτητα κοπής είναι χαμηλότερη του προβλεπόμενου εύρους, αυξάνει η πιθανότητα σχηματισμού ψευδοακμής που έχει ως αποτέλεσμα την αλλαγή στην πραγματική γεωμετρία της κοπής (βλ. video). Ο σχηματισμός ψευδοακμής κατά τις κοπές επηρεάζει ανεξέλεγκτα την διαστασιολογική ακρίβεια των παραγόμενων τεμαχίων καθώς και την παραγόμενη επιφάνεια λόγω του ότι η γεωμετρία της ψευδοακμής αλλάζει στη διάρκεια της κοπής αλλά και γιατί μέρος της ψευδοακμής τείνει να προσκολλάται στην επιφάνεια του τεμαχίου όταν η ψευδοακμή αποκολλάται από το κοπτικό εργαλείο.
Αντιθέτως, εάν η ταχύτητα κοπής είναι μεγαλύτερη των επιτρεπτών ορίων, τότε η θερμότητα που παράγεται από την παραμόρφωση του υλικού κατά την κοπή αλλά και τις αναπτυσσόμενες τριβές δεν αποβάλλεται με αποδοτικό τρόπο με αποτέλεσμα την πρόωρη αστοχία του κοπτικού εργαλείου. Άλλωστε όπως θα δούμε σε επόμενο άρθρο, η διάρκεια ζωής του κοπτικού εργαλείο είναι εκθετικά εξαρτώμενη από την ταχύτητα κοπής.
Όσον αφορά το αρχικό πάχος του αποβλίττου, έχει και αυτό κάποια επιτρεπτά όρια που δεν προτείνεται να υπερβαίνονται διότι αυξάνουν οι δυνάμεις κοπής και μαζί τους ο κίνδυνος καταστροφικής αστοχίας του κοπτικού εργαλείου.
Εν κατακλείδι, κάθε κοπή μπορεί να απλοποιηθεί με την παραδοχή ότι μία σφήνα/κοπτικό εργαλείο κινείται με μία ταχύτητα κοπής, Vc, ως προς το τεμάχιο και αφαιρεί υλικό αρχικού πάχους t0. Αυτές είναι και οι βασικές παράμετροι που δίνονται από τους κατασκευαστές των κοπτικών εργαλείων ώστε να μπορέσουμε να υπολογίσουμε τις συνθήκες κοπής που θα προγραμματίσουμε σε κάθε περίπτωση κατεργασίας – τορνίρισμα ή φρεζάρισμα.
Στα επόμενα άρθρα θα δούμε πως εκφράζονται αυτές οι δύο παράμετροι σε κάθε περίπτωση κατεργασίας, και πως υπολογίζουμε εν τέλει τις συνθήκες κοπής – δηλαδή τις στροφές της ατράκτου (RPM) και την πρόωση του κοπτικού εργαλείου (mm/min).
Εάν δεν θέλετε να χάνετε τα άρθρα μας, εγγραφείτε στο newsletter μας και θα σας ενημερώνουμε για να νέα άρθρα που θα αναρτούμε καθώς και για τις επόμενες διοργανώσεις των σεμιναρίων προγραμματισμού CNC εργαλειομηχανών.
Για οποιαδήποτε απορία ή πρόβλημα έχετε σχετικά με τις κατεργασίες και τον προγραμματισμό CNC εργαλειομηχανών θα χαρούμε να σας βοηθήσουμε να βρείτε την καλύτερη δυνατή λύση!